
Vänner som görinvesteringsgjutningVet att den här verksamheten handlar om "Detaljer Bestäm framgång eller misslyckande". Kunder kanske vill ha flygblad, medicinsk utrustning eller precisionsinstrumentdelar, och en skillnad på 0,01 mm kan göra att produkten skrotas. Idag, låt oss prata om hur man kan uppnå gjutningens noggrannhet.
1. Vaxmodellframställning - "First Pass" av noggrannhet
Vaxmodellen är som "genen" för gjutningen. Om detta steg är krokat kommer alla andra att vara förgäves. Nu använder mainstream 3D-utskriftsvaxmodeller, och noggrannheten hos ljuskurt harts kan nå ± 0,05 mm, vilket är mycket bättre än traditionell hand-snidande. Men var uppmärksam på temperaturkontrollen. Om verkstadstemperaturen skiljer sig åt med 5 ℃ kan krympningshastigheten för vaxmodellen vara oberäknelig. Det rekommenderas att använda konstant temperatur- och fuktutrustning, spara inte dessa lilla pengar.
2. Skalprocess - Låt inte det keramiska skalet "grop" dig
Hur många lager av kiseldioxidfärg appliceras och hur tjockt varje lager är direkt påverkar den slutliga storleken. En fabrik var lat och borstade ett mindre lager, vilket resulterade i sandhål över gjutytan. Nu är det populärt att använda "Gradient Shell Making" - fint pulver för det inre skiktet och grovt pulver för det yttre skiktet, vilket inte bara kan säkerställa jämnhet utan också minska stressdeformationen. Kom ihåg att torka skalet under lång tid, annars kommer det att "explodera" direkt under dewaxing.
3. Smältning och hälla - "Temper" för den smälta metallen måste förstås
Krympningshastigheten för rostfritt stål och hög temperaturlegering kan variera med 1%! Formstorleken måste justeras enligt materialegenskaperna. Hälltemperaturen är ännu mer kritisk. En viss luftfartsdelfabrik skrotade direkt gjutningen eftersom temperaturen var 20 ℃ högre och kornstorleken var grov. Nu använder vi mögelflödesanalysprogramvara för att simulera i förväg, vilket är mycket mer pålitligt än försök och fel.
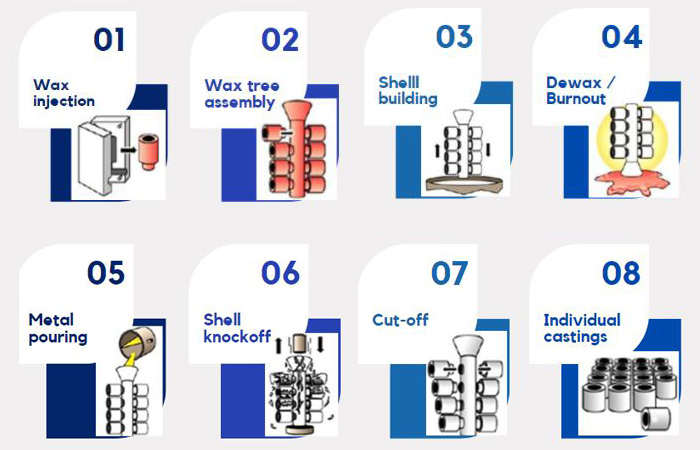
4. Efterbehandling - slipning är inte baserad på brute force
Det är mer stabilt att använda robotar för att slipa Burrs ofinvesteringsgjutningarän manuellt arbete, men programmeringen är bra. Jag har sett människor använda stora sliphjul för att spara problem, men de maler genom de tunnväggiga delarna. "Magnetisk slipning" är populärt nu. Små delar rundas av sig själva i magnetfältet, och noggrannheten kan styras till ± 0,02 mm.
5. Inspektionsmetoder - Vänta inte tills leveransen för att "öppna den blinda rutan"
Mätmaskin för tre koordinat är standard, men glöm inte röntgenbristdetektering. Det fanns en fabrik som tillverkade turbinblad. Ytinspektionen var alla kvalificerade, men röntgenbilden hittade inre porer och förlorade nästan kundens beställning. Nu används även AI visuell inspektion, vilket är snabbare än det mänskliga ögat och inte gör misstag.
Slutsats:
I den slutliga analysen uppnås gjutningens noggrannhet genom en hel uppsättning "kombinationslag". Från vaxformar till inspektioner måste varje länk tas på allvar. Nu är marknadskonkurrensen så hård, den som kan få en extra 0,01 mm i noggrannhet kan ta avancerade order. Nästa gång kunden frågar "hur man säkerställer noggrannhet", bara kasta den här artikeln till honom - professionella frågor måste lösas med professionella metoder.
Som professionell tillverkare och leverantör tillhandahåller vi produkter av hög kvalitet. Om du är intresserad av våra produkter eller har några frågor, är du välkommen attkontakta oss.
De flesta av våra offerter levereras inom 24/36 timmar. och vanligtvis på mycket kortare tid, beroende på projektdetaljer.
Vårt team kommer att kontakta dig direkt angående din offert för CNC-bearbetning för att säkerställa att du har mottagit och förstår alla aspekter av din offert och för att svara på alla frågor du kan ha om dina alternativ.